ZTS Projekt SenRob 2.0
Problemstellung
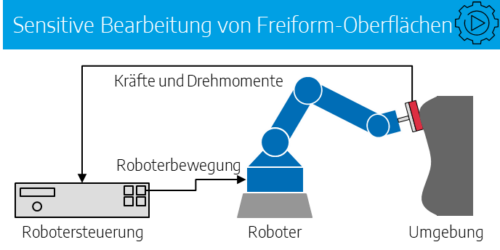
Beim Herstellungsprozess von keramischen Bauteilen entstehen fertigungsbedingte Materialüberstände sowie Fehler, die im nachgelagerten Weißputzprozess entfernt werden müssen. Die Bearbeitung der Oberfläche ist ein entscheidender Schritt im Fertigungsprozess, welcher die Qualität des Produktes maßgeblich beeinflusst und eine direkte Interaktion des Werkzeuges mit der zu bearbeitenden Werkstückoberfläche verlangt. Aufgrund der Komplexität der Freiform-Oberflächen sowie der Notwendigkeit einer sensitiven und feinfühligen Bearbeitung wird dieser Prozess von Menschen durchgeführt. Moderne Robotersysteme bieten die allgemeine Flexibilität zur Automatisierung von Oberflächenbearbeitungsaufgaben mit komplizierten Geometrien, indem durch ein nachgiebiges Verhalten des Robotermanipulators Kontaktkräfte und -momente bestimmt und geregelt werden können, um während des Bearbeitungsprozesses adäquat auf die Bauteilkontur reagieren zu können. Darüber hinaus wird ein spezielles Werkzeug sowie ausgewählte Sensorik in Kombination mit passender Software für eine gesamtheitliche Ausführung der Bearbeitungsaufgabe notwendig.
Zielsetzung
Die wesentlichen Ziele des vorliegenden Projektes bestehen darin einen automatisierten, robotisierten und intelligenten Weißputzprozess inklusive des roboterbasierten Fräsens von Funktionslöchern zu entwickeln und mit einer automatisierten Qualitätskontrolle und Datenerfassung zu verbinden. Ein sensitives Robotersystem soll die Erfassung von Fehlern und Prozessdaten am Weißling sowie die Bearbeitung und die Qualitätskontrolle in diesem Prozessschritt durchführen. Das Robotersystem ist in der Lage die Sensitivität und Feinfühligkeit des manuellen Prozesses abzubilden und trägt darüber hinaus in Kombination mit Sensortechnik der Qualitätssicherung bei. Darüber hinaus soll das Robotersystem adaptiv und intelligent auf individuelle Bauteilfehler (und -merkmale) reagieren können, um somit befähigt zu sein Bauteilvarianz zu kompensieren.
Vorgehen
Zur Erreichung der Projektziele arbeiten die Projektpartner interdisziplinär zusammen, um geeignete Schlüsseltechnologien zu erforschen und in einen Versuchsaufbau in einer produktionsnahen Umgebung sowie in die industrielle Einsatzumgebung zu überführen. Das Forschungsprojekt ist in fünf Arbeitspakete unterteilt:
AP1 Prozessplanung und -auslegung: Konzeption und Entwicklung eines sensitiven Robotersystems zur Bearbeitung von keramischen Freiform-Oberflächen unter Berücksichtigung der Prozesseigenschaften sowie Orchestrierung der einzelnen Komponenten.
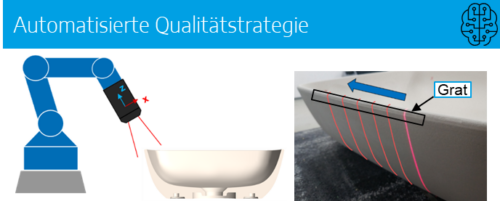
AP2 Qualitätsstrategie: Konzeption und Entwicklung einer automatisierten Qualitätskontrolle zur Erfassung und Bewertung von Qualitätsmerkmalen mittels ausgewählter Sensorik und Anwendung von Algorithmen aus dem Bereich der Künstlichen Intelligenz.
AP3 Roboterfräsen: Entwicklung einer robotisierten Fräsbearbeitung zum Erzeugen von Funktionslöchern wie Überläufen oder Hahnlöchern unter Berücksichtigung der Prozessanforderungen mit prototypischer Umsetzung.
AP4 Digitalisierung/ smart factory: Entwicklung einer Strategie zur Erfassung, Aufbereitung und Verwertung von Prozessdaten mit dem Ziel Rückschlüsse auf den Schleif- und Fräsprozess sowie vor- und nachgelagerte Prozesse zu ziehen.
AP5 Datennutzung zur intelligenten Bearbeitung: Entwicklung eines Bearbeitungsprozesses, welcher unter Zuhilfenahme bauteilspezifischer Informationen (z.B. Gratausprägung, Gratlokalisierung, usw.) seine Prozessparameter (Kraft, Geschwindigkeit, Beschleunigung, usw.) und seine Bahn autonom ändert, um selbstständig und autonom ohne externe Eingriffe auf den Prozess reagieren zu können.
AP1 Prozessplanung und -auslegung: Konzeption und Entwicklung eines sensitiven Robotersystems zur Bearbeitung von keramischen Freiform-Oberflächen unter Berücksichtigung der Prozesseigenschaften sowie Orchestrierung der einzelnen Komponenten.
AP2 Qualitätsstrategie: Konzeption und Entwicklung einer automatisierten Qualitätskontrolle zur Erfassung und Bewertung von Qualitätsmerkmalen mittels ausgewählter Sensorik und Anwendung von Algorithmen aus dem Bereich der Künstlichen Intelligenz.
AP3 Roboterfräsen: Entwicklung einer robotisierten Fräsbearbeitung zum Erzeugen von Funktionslöchern wie Überläufen oder Hahnlöchern unter Berücksichtigung der Prozessanforderungen mit prototypischer Umsetzung.
AP4 Digitalisierung/ smart factory: Entwicklung einer Strategie zur Erfassung, Aufbereitung und Verwertung von Prozessdaten mit dem Ziel Rückschlüsse auf den Schleif- und Fräsprozess sowie vor- und nachgelagerte Prozesse zu ziehen.
AP5 Datennutzung zur intelligenten Bearbeitung: Entwicklung eines Bearbeitungsprozesses, welcher unter Zuhilfenahme bauteilspezifischer Informationen (z.B. Gratausprägung, Gratlokalisierung, usw.) seine Prozessparameter (Kraft, Geschwindigkeit, Beschleunigung, usw.) und seine Bahn autonom ändert, um selbstständig und autonom ohne externe Eingriffe auf den Prozess reagieren zu können.
Ergebnisse / Projektstand
Das Projekt wurde im Januar 2024 gestartet und läuft bis Dezember 2026. Aktuell erfolgt die Arbeit in den ersten Arbeitspaketen des Projektes. Zum Projektende wird ein Demonstrator in der Forschungsumgebung als auch eine Anlage in die Industrieumgebung zur Validierung der Forschungsergebnisse integriert.
Verwertungskonzept
Das Kooperationsvorhaben zielt in Anbetracht wissenschaftlich-technischer Erfolgsaussichten auf den Transfer der Ergebnisse in die Industrie ab. Durch die Flexibilität und Adaptivität des entwickelten sensitiven Robotersystems kann der manuelle Bearbeitungsprozess in der Industrieumgebung automatisiert werden. Darüber hinaus ist die Übertragbarkeit der Ergebnisse auf weitere feinfühlige Montage- und Fertigungsoperationen sichergestellt. Zusätzlich werden der Demonstrator und die Forschungsergebnisse genutzt um weiterführende Forschungsprojekte zu beantragen und durchzuführen. Nach der Förderperiode werden die Ergebnisse in eine Open Lab Factory integriert, in der diese Ausrüstern und Anwendern sowie anderen Interessierten nahegebracht werden können.
Das Projekt ist gefördert im Rahmen von EFRE durch das „ZTS Zentrale Technologieprogramm Saar“


Category: Montagesysteme










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}